
GSmach provides rubber moulding granule machine, plastic film production line, sheet extruding machine, stone paper machine, 3D printing filament extruder machine and so on GSmach is exported to various countries with its strong advantages, and is highly praised at home and abroad.
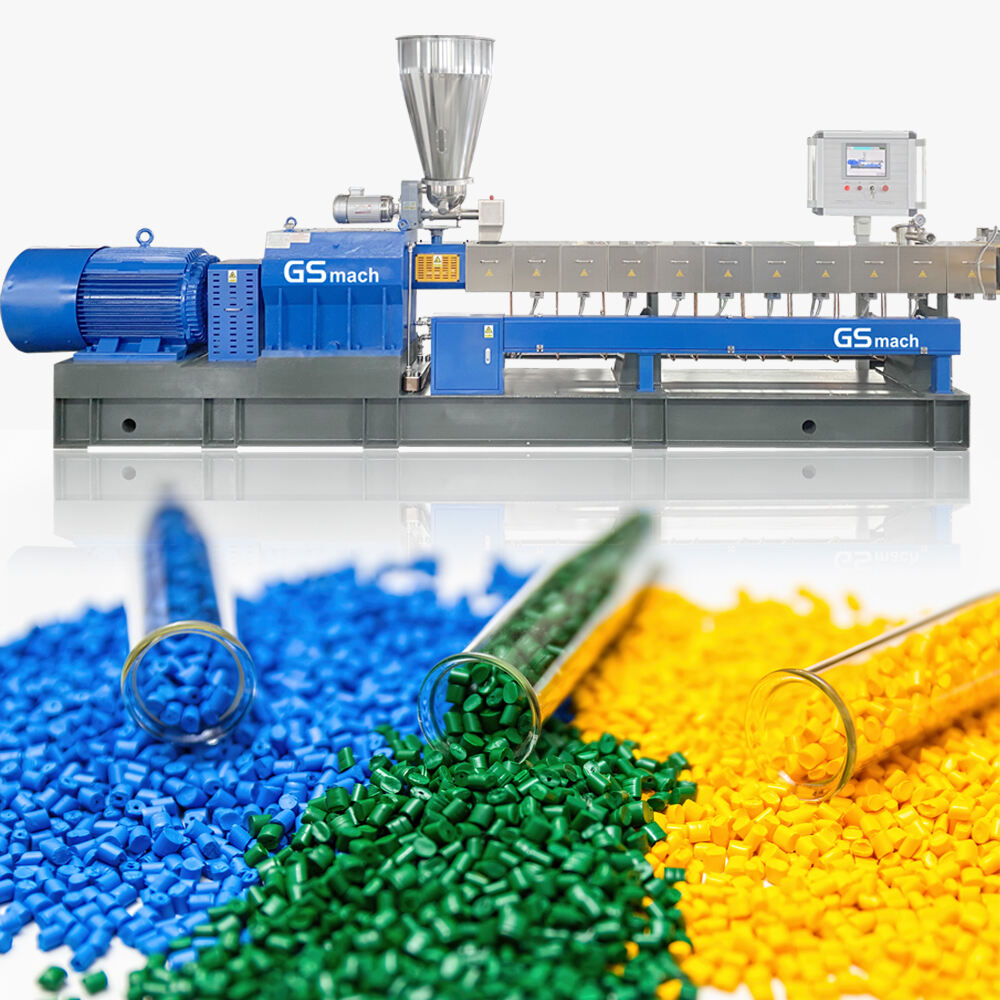
GSmach has delivered more than 1000 sets of high performance extruder machines for color masterbatch. We would like to share the experience for the following special applications. Color masterbatch compounding is one of the main applications for twin ...
Read MoreCopyright © Nanjing GSmach Equipment Co., Ltd All Rights Reserved - Privacy Policy